20多年行業經驗·拋光拉絲設備專業制造商
集各種拋光機、拉絲機、板材磨砂機等表面處理機械設備設計、研發、生產、營銷為一體的制造企業
歡迎致電服務熱線:
400-1131-487
186-8866-6887
400-1131-487
186-8866-6887

東莞市利琦精密機械有限公司
聯系人:陳經理
手 機:186-8866-6887
電 話:0769-88325895
4001131487
Q Q:1243397150
微 信:186-8866-6887
郵 箱:18819095082@139.com
網 址: http://www.m.jingrisc.cn
地 址: 東莞市萬江街道新村民營一路105號
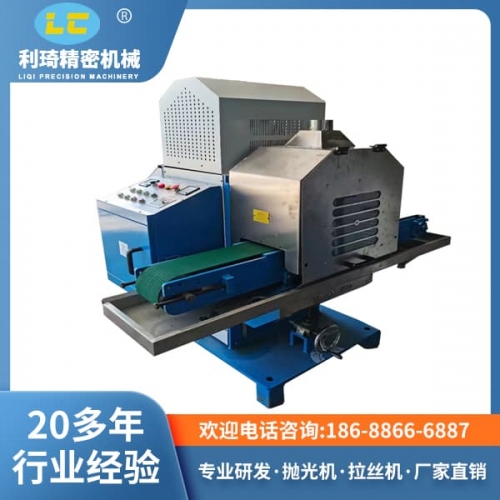
由于平面拋光機的主要功能是磨削和拋光機
當機床出現故障時,平面磨削會出現不均勻現象。原因有很多,工人們需要認真研究,找出問題的根源。檢查設備問題的方法是通過觀察拋光工件的表面,因為這可以直接反映問題的根本原因。只要循序漸進的檢查,就可以發現拋光引起的哪些設備問題不理想。首先,要檢查砂輪是否耐磨,一些較軟的材料在砂輪上不能費力,因此工件表面會不平整。此外,在拋光和磨削過程中,如果工件表面燒傷,有必要檢查砂輪的硬度是否過大,以免損壞工件。由此可見,平面拋光機的砂輪選擇適當的硬度,過硬或過軟都不合適。如果砂輪的硬度沒有問題,就要檢查砂輪是否安裝正確。如果零件沒有好好固定,也會發生這種情況。設備需要重新安裝,以確保正常運轉。平面拋光機常見故障要知道,反應迅速,拆卸及時。有些故障發現不嚴重,但如果處理不當,就會導致大故障,嚴重影響生產。

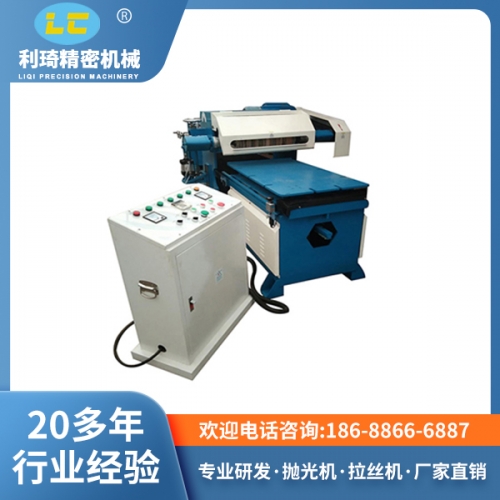
皮帶偏轉: 平面拋光機皮帶偏轉可能是由于光電管故障、閥門擺動或擺動損壞引起的。粉塵吸收不良,粉塵濃度會影響光電管的正常工作,還可能引起砂帶偏移。極限故障: 如果平面拋光機一旦極限故障,會造成砂帶損壞,摩擦齒條產生火花,甚至引起火災和爆炸。因此限位開關應經常檢查動作是否可靠。圖3。下機架油壓表壓力不正常: 下機架前側油壓表壓力在正常情況下為70-90kg/cm2,相對穩定。機器抖動嚴重: 拋光墊安裝偏心,拋光墊調整。平面拋光機蠟面軌跡: 將輪面弄臟,可將輪面擦拭干凈溶液。